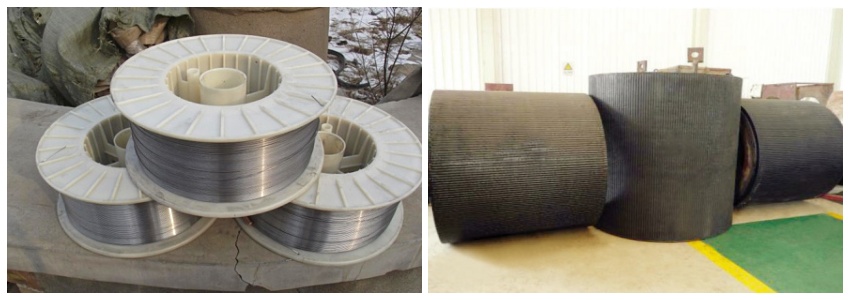
Ролики для наплавки порошковой проволокой значительно повышают износостойкость
Валки роликовых прессов в течение длительного времени подвергаются воздействию высокого давления и сильного износа в таких отраслях, как производство цемента и горнодобывающая промышленность. Поверхность подвержена износу и шелушению, что влияет на эффективность и срок службы оборудования. Технология наплавки порошковой проволокой использует композитный сварочный материал с легированным порошком, завернутый в металлическую оболочку, для формирования износостойкого/коррозионностойкого наплавочного слоя на поверхности ролика с помощью электродуговой плавки, что позволяет значительно повысить износостойкость поверхности ролика и сократить расходы на техническое обслуживание.
По сравнению с другими методами наплавки наплавка порошковой проволокой имеет уникальные преимущества. Во-первых, состав сплава можно гибко регулировать. В зависимости от фактических условий эксплуатации и требований к износостойкости роликового пресса элементы сплава в сердечнике флюса можно точно отрегулировать для создания подходящего поверхностного слоя. Во-вторых, процесс сварки отличается превосходной производительностью, стабильностью процесса сварки, высокой эффективностью наплавки и позволяет быстро завершить операцию наплавки, сокращая время простоя оборудования.
Наша компания производит различные типы порошковой сварочной проволоки. Для наплавки на валковых прессах в основном используются следующие сварочные проволоки:
1. ZM используется для наплавки комплексных переходных слоев при ремонте роликовых прессов и обладает превосходной трещиностойкостью.
2. ZD1 — первый слой сварочного материала, используемый для наплавки переходного слоя, останавливающего трещины, который может эффективно предотвратить распространение и развитие сварочных и усталостных трещин на поверхности ролика на корпус ролика, защищая корпус ролика от повреждений.
3. ZD2 — сварочный материал второго слоя, используемый для наплавки буферного изоляционного слоя. Он обладает очень хорошими адгезионными свойствами с облицовочными слоями ZD1 и ZM, а также обеспечивает хорошую поддержку облицовочным слоям ZD3.
4. ZD3 — это сварочный материал третьего слоя, подходящий для наплавки износостойких поверхностей роликов валковых прессов. Плакирующий металл имеет высокую твердость сварного шва и хорошую стойкость к трещинам, а также обладает превосходной комплексной стойкостью к абразивному износу и экструзионному износу.
5. ZD310, ZD316, ZD330, ZD501, ZD600 и ZD320 используются для нанесения износостойких узоров на поверхность валкового пресса. Он армирован несколькими высоколегированными сплавами, а плакирующий слой имеет лучшую абразивную износостойкость и стойкость к экструзионному износу, чем ZD3.
В реальных условиях эксплуатации ролики роликового пресса для наплавки порошковой проволокой должны соответствовать строгим технологическим спецификациям. Прежде всего, поверхность ролика должна быть предварительно обработана для тщательного удаления загрязнений, таких как масло, ржавчина и т. д., чтобы обеспечить надежное соединение слоя покрытия и сердечника ролика. Во-вторых, тщательно выберите подходящую порошковую сварочную проволоку и параметры сварки, включая сварочный ток, напряжение, скорость сварки и т. д., в соответствии с материалом, размером и условиями работы ролика. Кроме того, в процессе наплавки необходимо строго контролировать температуру между слоями, чтобы предотвратить появление таких дефектов, как трещины и поры в наплавочном слое из-за чрезмерно высоких или низких температур. Наконец, после завершения плакирования, плакирующий слой необходимо подвергнуть необходимой последующей термической обработке для устранения остаточных напряжений и дальнейшего улучшения эксплуатационных характеристик плакирующего слоя.
Технология наплавки порошковой проволокой представляет собой эффективное и надежное решение для повышения износостойкости роликов прессов. Рационально применяя данную технологию, предприятия могут эффективно повысить стабильность работы и эффективность производства оборудования, снизить себестоимость продукции и повысить свою конкурентоспособность на рынке.